








Phay CNC và những điều cần lưu ý khi lập trình máy phay cnc
Khi lập trình máy phay cnc để điều khiển dao chuyển động tịnh tiến để tạo ra biên dạng của chi tiết gia công, cần phải xác định chính xác toạ độ của từng điểm trên biên dạng của chi tiết gia công. Như vậy, sau khi đã xác lập các hệ trục tọa độ vấn đề tiếp theo là phải gắn hệ trục tọa độ đó vào điểm gốc “không” của phôi để so sánh với điểm gốc toạ độ của máy.
Những lưu ý khi lập trình máy phay cnc:
Điều đầu tiên mà bạn cần quan tâm đến khi lập trình máy phay cnc đó là bạn sử dụng hệ tọa độ nào để lập trình gia công.
Nếu bạn lập trình theo toạ độ tuyệt đối:
G90: Là phương pháp đo mà tất cả các kính thước đều so với gốc không của phôi.
Nếu bạn lập trình theo toạ độ tương đối:
G91: Là phương pháp đo mà kích thước được tính từ điểm hiện hành đến điểm đích.
Điều thứ 2 cũng không kém phần quan trọng đó là bạn phải biết, chú ý đến các các điểm chuẩn, gốc tọa độ trong CNC.
Khi lập trình máy phay cnc để điều khiển dao chuyển động tịnh tiến để tạo ra biên dạng của chi tiết gia công, cần phải xác định chính xác toạ độ của từng điểm trên biên dạng của chi tiết gia công. Như vậy, sau khi đã xác lập các hệ trục tọa độ vấn đề tiếp theo là phải gắn hệ trục tọa độ đó vào điểm gốc “không” của phôi để so sánh với điểm gốc toạ độ của máy.
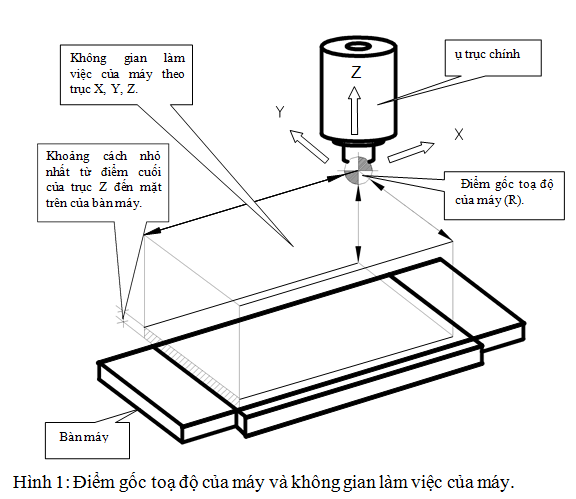
a) Điểm gốc tọa độ của máy (điểm R): Điểm gốc tọa độ của máy là điểm chuẩn cố định do nhà chế tạo đã xác lập ngay từ khi thiết kế máy. Là điểm chuẩn để xác định vị trí các điểm gốc khác như gốc toạ độ của chi tiết W… Đối với trung tâm gia công điểm gốc R được chọn là vị trí cuối hành trình của trục X, trục Y, trục Z.
b) Điểm gốc toạ độ của chi tiết (điểm W):

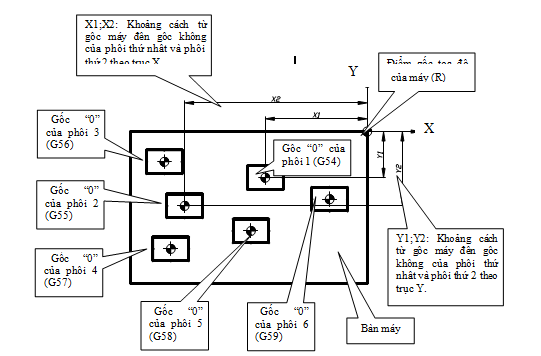
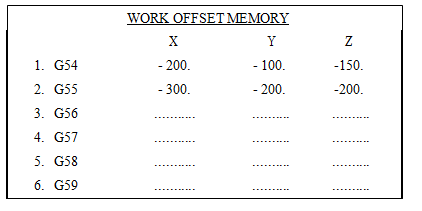
Trước khi lập trình cnc, người lập trình phải chọn điểm gốc toạ độ “điểm 0” của chi tiết, để xuất phát từ điểm gốc này mà xác định toạ độ của các điểm trên biên dạng của chi tiết gia công. Tuỳ theo hình dáng cụ thể của chi tiết mà lựa chọn điểm gốc không của chi tiết cho phù hợp, tính toán dễ dàng. Trên bàn máy của trung tâm gia công có thể gá nhiều phôi tối đa là 6 phôi. Điểm gốc toạ độ của phôi thứ nhất được xác định bằng G54, Điểm gốc toạ độ của phôi thứ hai được xác định bằng G55 và đến phôi thứ 6 là G59. Giá trị toạ độ theo phương X,Y và Z của các phôi được khai báo trong bảng: WORK OFFSET MEMORY.
Bảng khai báo gốc toạ độ của phôi:

Trên đây là những lưu ý khi lập trình máy phay cnc, các bạn có thể tìm hiểu thêm các tài liệu khác trên internet.
Công ty ICHI Việt Nam chúng tôi có dịch vụ phay cnc theo yêu cầu tại Hà Nội, quý khách hàng có nhu cầu vui lòng liên hệ trực tiếp với chúng tôi.
Hình ảnh công ty



Khách truy cập
